- Главная
- Техподдержка
- Статьи
- Соединители для металлополимерных труб VALTEC VTm
Соединители для металлополимерных труб VALTEC VTm
Соединение металлополимерных труб (МПТ) может осуществляться с помощью различных видов фитингов, наиболее распространенные из которых представлены табл. 1.
Таблица 1. Типы фитингов для МПТ
| Тип фитингов / производитель | Конструкция фитинга | Достоинства | Недостатки |
| Обжимные | |||
| латунные составные (Walsir, Kisan) |
 | Монтируется рожковыми ключами. Используются резьбовые фасонные части. Многоразовое использование | Менее надежны, чем цельные. Нельзя замоноличивать |
| латунные цельные (VALTEC, Comisa, Hewing, Walsir, NTM, Henco) |
 | Монтируется рожковыми ключами. Многоразовое использование | Нельзя замоноличивать |
| латунные без обжимного кольца (Demit, Metzerplas) |
 | Монтируется рожковыми ключами | Нельзя замоноличивать. Одноразовое использование |
| Пресс-фитинги | |||
| латунные цельные (VALTEC, Walsir, Frankische, Coes, Comisa) |
 | Можно замоноличивать. Надежнее составных | Требуют специального инструмента. Одноразовое использование |
| пластиковые (PPSU, PVDF) (Walsir, Frankische, Henco) | Можно замоноличивать | Требуют специального инструмента. Одноразовое использование. Материал стареет | |
| латунные составные (Kisan, VALTEC) |
 | Можно замоноличивать. Используются резьбовые фасонные части | Требуют специального инструмента. Одноразовое использование Менее надежны, чем цельные |
| фитинги с прямой запрессовкой без гильзы (Geberit) |
 | Можно замоноличивать. Не требуется гильза | Труба дорогая из-за толстого слоя алюминия. Прочность соединения ниже, чем при стальной гильзе |
| Надвижные | |||
| латунные (TECE) |
 | Можно замоноличивать. Низкие потери давления | Требуют специального инструмента. Появляется ослабленное сечение трубы |
| PPSU (Rotex) | Можно замоноличивать. Низкие потери давления | Требуют специального инструмента. Появляется ослабленное сечение трубы. Материал стареет | |
| PPSU с латунной гильзой (TECE) | Можно замоноличивать. Низкие потери давления | Требуют специального инструмента. Появляется ослабленное сечение трубы. Материал стареет | |
| Push-фитинги (штекерные) | |||
| PPSU (полифенилсульфон) (Friatherm, Walsir, Barbi) |
 | Инструмент не нужен. Ускоренный монтаж | Давление не более 6 бар. Нельзя замоноличивать. Низкая надежность. Материал стареет |
| Врезные | |||
| латунные (Itap) |
 | Монтируется шестигранным ключом. Низкие потери давления | Возможно прорезание внутреннего слоя. Нельзя замоноличивать Ослабленное сечение трубы |
Соединение с помощью обжимных фитингов является наиболее доступным для большинства монтажников. Для его исполнения требуется минимальный набор инструментов: два рожковых ключа и калибр. Даже несмотря на то, что обжимное соединение является разборным, то есть требует периодического обслуживания (подтяжки накидной гайки), спрос на обжимные фитинги в несколько раз превышает спрос на неразъемные соединители.
Для соединения труб VALTEC разработаны две серии фитингов: обжимные – VTm.300 – и пресс-фитинги – VTm.200. Литера «m» в маркировке соединителей – типовое окончание марки фитингов для металлополимерных труб, от итальянского слова «multistratо» (многослойная).
Материал корпуса
Корпуса фитингов, а также накидные гайки обжимных соединителей VTm выполнены из латуни.
Латунь представляет собой двойной или многокомпонентный медный сплав, в котором основным легирующим компонентом является цинк. По сравнению с медью латунь обладает более высокой прочностью и коррозионной стойкостью.
В зависимости от доли цинка в латуни, она может находиться в различных фазовых состояниях (табл. 2).
Таблица 2. Фазовые состояния латуней, в зависимости от содержания цинка
| Цинк, % | 0–39 | 39–49 | 49–51 | 51–58 | 58–64 | 64–79 | 79–83 | 83–100 |
| Фаза при 100 °С | + β´ | β´ | β´+ γ | γ | γ + |
| + η |
Каждое фазовое состояния характеризуется своей электронно-кристаллической решеткой. Характерная для чистой меди кубическая плотноупакованная (КПУ) решетка (рис. 1, А) обуславливает мягкость и ковкость материала. В латуни такая же решетка обнаруживается в -фазе. Для чистого цинка присуща гексагональная плотноупакованная (ГПУ) решетка (рис. 1, Г), придающая материалу твердость и хрупкость. Этим характеризуется -стадия латуни. Кубическая объемно-центрическая решетка (ОЦК), рис. 1, Б, и кубическая гране-центрическая решетка (ГЦК), рис. 1, В, соответствуют β- и γ-фазам латуни.
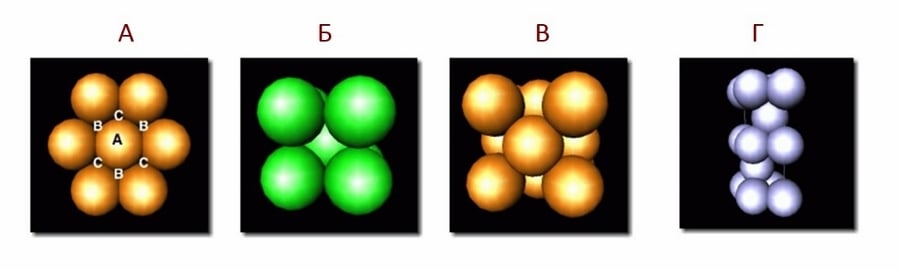 Рис. 1. Виды кристаллических решеток металлов
Рис. 1. Виды кристаллических решеток металлов
Каждое из этих состояний характеризуется индивидуальными прочностными характеристиками и температурными интервалами для нагрева под обработку давлением, рекристаллизационного отжига и отжига для уменьшения остаточных напряжений.
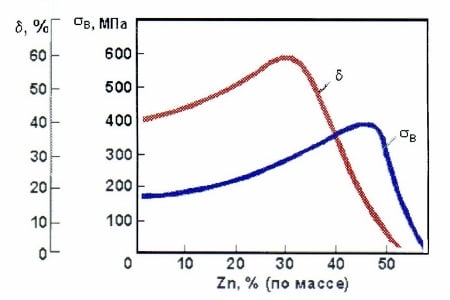
Рис. 2. Зависимость показателей прочности и пластичности латуни от содержания цинка
Латунь обладает двумя критическими точками. Точка максимальной пластичности присуща латуни с содержанием цинка 33 %. Точка максимальной прочности соответствует латуни с содержанием цинка 47 % (рис. 2). Дальнейшее повышение количества цинка в сплаве на каждый 1 % снижает прочность латуни на 20 %. В практике наиболее часто используются пластичные в холодном и горячем состоянии - ( + β´) латуни, а также пластичные только при высоких температурах β-латуни.
Применение различных добавок позволяет получать латуни с заранее заданными свойствами (табл. 3).
Таблица 3. Влияние присадок и добавок на свойства латуни
| Вид примеси | Влияние на свойства латуни |
| Железо, Fe | Способствует измельчению зерна. Повышает механические и технологические свойства. В кремнистых латунях снижает антифрикционные свойства, уменьшает коррозионную стойкость |
| Алюминий, Al | Повышает твердость и прочность, коррозионную стойкость. Снижает пластичность |
| Марганец, Mn | Повышает механические свойства |
| Олово, Sn | Повышает твердость, прочность и коррозионную стойкость. Снижает пластичность. Придает хрупкость в холодном состоянии |
| Никель, Ni | Повышает растворимость цинка в меди до полного исчезновения -фазы. Повышает коррозионную |
| Свинец, Pb | Улучшает податливость латуни токарной обработке и прессованию |
| Кремний, Si | Повышает антикоррозийные и литейные свойства |
| Мышьяк, As | Предохраняет латунь от вымывания цинка в пресной воде и при высоких температурах |
| Фосфор, P | Повышает твердость, снижает пластичность. Ускоряет рост зерна |
| Сурьма, Sb | Приводит к разрушению латуни при горячей и холодной обработке давлением |
| Сера, S | Ухудшает все свойства латуни |
Для изготовления фитингов VTm используется латунь с содержанием меди 58 % (CW617N по EN 12165, ЛС59-2 по ГОСТ 15527-2004). Такой состав гарантирует достаточную прочность изделия, а также позволяет легко производить его горячую объемную штамповку, токарную обработку и нарезку резьбы.
Кроме тщательного входного анализа исходного сырья на заводе-изготовителе, состав латуни контролируется на образцах готовых изделий из каждой поступающей в Россию партии. Контроль состава производится в Лаборатории комплексных испытаний элементов инженерных систем (ЛаКИЭлИС, Санкт-Петербург).
Корпус и накидная гайка фитингов имеют гальванопокрытие из никеля.
В настоящее время ряд фирм, выпускающих фитинги для металлопластиковых труб, использует, так называемую пищевую латунь по стандарту DIN 17760 без наружного защитного покрытия, которая имеет обозначение DZR (DeZincification Resistance – стойкая к вымыванию цинка). «Пищевая» латунь получается путем легирования латуни никелем, который инициирует полное растворение цинка в меди и исчезновение β-фазы твердого раствора. Для этих же целей некоторые фирмы используют латунь марки CW602N, однако наличие мышьяка в этой латуни вызывает серьезные опасения при использовании фитингов на водопроводе хозяйственно питьевого назначения.
Фирма VALTEC не пошла по пути использования «пищевой» латуни по следующим соображениям: легирование латуни действительно связывает цинк и предотвращает его вымывание, однако этот метод никак не защищает латунь от химической, электрохимической, а главное – подшламовой коррозии. Ведь и сама медь при неблагоприятных условиях может достаточно активно корродировать.
Язвенная коррозия латуни наиболее часто проявляется в местах повышенной турбулентности потока: в зонах резкого изменения направления потока и изменения сечения канала. А ведь именно эти зоны и присутствуют в любом фитинге.
Гальваническое покрытие латуни позволяет защитить ее от гораздо большего количества неблагоприятных воздействий, чем легирование. В частности, никелевое покрытие отлично защищает латунь от разрушения ионами хлора и аммиака. Напомним, что хлорирование воды производится на водозаборных станциях для ее обеззараживания, а аммиак добавляется в процессе химводоподготовки котловой воды для снижения содержания кислорода.
Особенности конструкции корпуса
Если рассмотреть конструкцию обычного резьбового сгона в сборе, то в его состав входят муфта и прижимная гайка. Гайка притягивается к муфте, тем самым воздействуя на уплотнительный материал (ленту ФУМ или лен) и полностью герметизируя соединение.
В фитингах VTm с переходом на наружную трубную резьбу роль прижимной гайки играет специальный буртик (рис. 3). Он одновременно ограничивает заход резьбы в ответный соединитель, предохраняя обжимное кольцо от излишней деформации после смыкания. Многие изготовители подобного буртика не делают из соображений экономии металла. В результате ход резьбы ничем не ограничивается и качественное уплотнение соединения создать затруднительно.
Для удобства монтажа на корпусе обжимных фитингов VTm имеются специальные площадки под рожковый ключ (рис. 4). Расстояние между параллельными плоскостями двух таких площадок на противоположных сторонах фитинга точно соответствует стандартному размеру рожкового ключа. Подобные площадки есть на изделиях многих фирм, но на них, как правило, помещают выпуклые литеры (товарный знак, диаметр), что исключает их первоначальное предназначение. У фитингов VTm литеры на площадках не выступают за их плоскости.
Утопленные литеры имеют и еще одно немаловажное назначение. На формооснастке, в которой изготавливаются фитинги, эти литеры – выпуклые. По степени износа выпуклых литер на оснастке можно судить о степени износа формы. Таким образом, уменьшение глубины литер на готовом изделии должно само сигнализировать о необходимости замены оснастки.
Фактически каждая форма рассчитана на 100 000 циклов, после чего она подлежит замене.
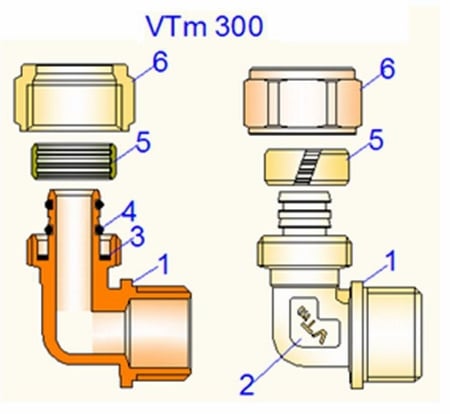 Рис. 3. Обжимной фитинг
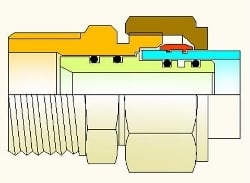
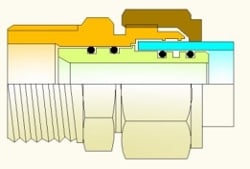
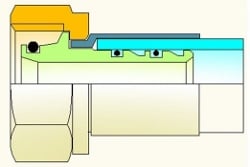
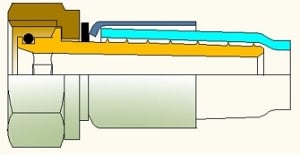
Рис. 3. Обжимной фитинг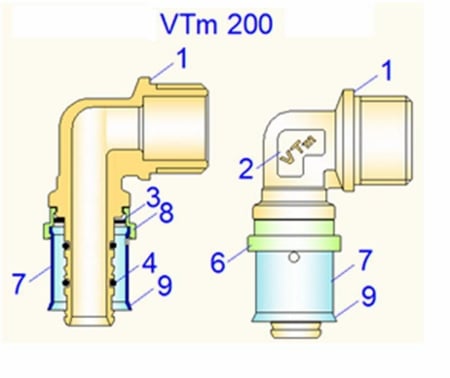 Рис. 4. Пресс-фитинг: 1 – монтажный буртик, 2 – монтажная площадка с литерами, 3 – диэлектрическое кольцо (тефлон), 4 – уплотнительные кольца (EPDM), 5 – обжимное разрезное кольцо (сухарь), 6 – накидная гайка, 7 – пресс-гильза из нержавеющей стали, 8 – фиксирующая обойма (полиэтилен), 9 – монтажный раструб
Рис. 4. Пресс-фитинг: 1 – монтажный буртик, 2 – монтажная площадка с литерами, 3 – диэлектрическое кольцо (тефлон), 4 – уплотнительные кольца (EPDM), 5 – обжимное разрезное кольцо (сухарь), 6 – накидная гайка, 7 – пресс-гильза из нержавеющей стали, 8 – фиксирующая обойма (полиэтилен), 9 – монтажный раструб
Уплотнительные кольца
Достоинства даже самого хорошего обжимного соединителя могут свестись на нет, если он укомплектован некачественными уплотнительными кольцами. Они неизбежно порвутся еще на стадии монтажа, и вместо серьезного соединения получатся серьезные проблемы.
Задача уплотнительных колец в фитингах для металлополимерных труб – компенсировать ту микроскопическую деформацию внутреннего слоя трубы, которая возникает при перепадах температур транспортируемой среды. В том случае, когда соединение начинает «слезиться» после перехода с горячей среды на холодную, можно с большой степенью уверенности утверждать, что причина заключается в неправильно подобранном материале уплотнительных колец. Важную роль играют показатель твердости, удельный вес резины и эластичности по отскоку.
Твердость резины характеризуется сопротивлением вдавливанию в резину металлической иглы или шарика (индентора) под действием усилия сжатой пружины или под действием груза. Для определения твердости резины применяются различные твердомеры. Часто для определения твердости резины используется твердомер ТМ-2 (типа Шора), который имеет притупленную иглу, связанную с пружиной, находящейся внутри прибора. Твердость определяется глубиной вдавливания иглы в образец под действием сжатой пружины при соприкосновении плоскости основания прибора с поверхностью образца (ГОСТ 263). Вдавливание иглы вызывает пропорциональное перемещение стрелки по шкале прибора. Максимальная твердость, соответствующая твердости стекла или металла, равна 100 условным единицам. Резина в зависимости от состава и степени вулканизации имеет твердость в пределах от 40 до 90 условных единиц. С увеличением содержания наполнителей и увеличением продолжительности вулканизации твердость повышается; мягчители снижают твердость резины.
Удельный вес резины характеризует качество ее прессования и количество наполнителя (сажи). «Рыхлая» слабопрессованная резина значительно уступает по прочностным характеристикам и релаксационным свойствам материалу с более высокой плотностью (рис. 5).
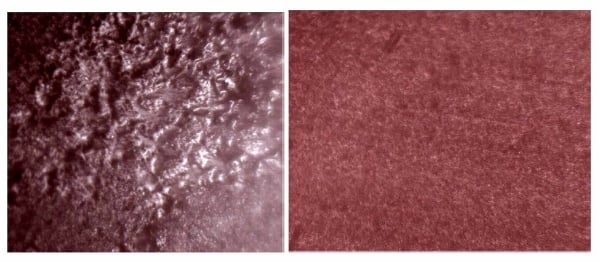 Рис. 5. Наполненный EPDM под микроскопом: плотностью 1,05 (слева) и 1,22 (справа) г/см3
Рис. 5. Наполненный EPDM под микроскопом: плотностью 1,05 (слева) и 1,22 (справа) г/см3
Для пресс-фитингов немаловажную роль играет также расположение уплотнительных колец на штуцере относительно зон обжатия пресс-насадки.
Дело в том, что упругие свойства любого эластомера не линейны и носят резко выраженный релаксационный характер, то есть зависят от режима нагружения, величины, времени, скорости (или частоты), повторности деформаций и температуры. Уплотнительные кольца, находящиеся в зоне обжатия пресс-насадки, работают в гораздо жестких условиях нагружения, чем такие же кольца, расположенные вне зон радиального обжатия. Ускоренная потеря такими уплотнителями своих эластичных свойств со временем неизбежна, что приведет к протечкам.
Два уплотнительных кольца на штуцере соединителей VTm изготовлены из EPDM (этилен-пропилен-диен-мономер, СКЭП, ethylene propylene diene monomer rubber). EPDM получают сополимеризацией этилена с пропиленом и диеном на катализаторе Циглера-Натта в растворе или избытке полипропилена. Не пластифицируется. Вулканизируется органическими пероксидами, серой или фенолформальдегидными смолами.
Показатели прочности и долговечности EPDM превосходят характеристики акрилонитрил-бутадиен-каучука (нитрил-бутадиеновая резина, NBR, пербунан), который применяется большинством известных производителей фитингов (табл. 4).
Таблица 4. Сравнительные характеристики EPDM и NBR
| № | Наименование показателя | NBR | EPDM |
| 1 | Удельный вес наполненного каучука, г/см3 | 1,31 | 1,22 |
| 2 | Предел прочности на разрыв (для наполненного каучука), МПа | 10–30 | 10–30 (VTm – 30) |
| 3 | Эластичность по отскоку при температуре: |
|
|
| 3.1 | 20 ºС | 14–44 | 36–52 (VTm – 48) |
| 3.2 | 100 ºС | 40–63 | 44–80 (VTm – 70) |
| 4 | Относительное удлинение при разрыве | 100–400 | 100–400 (VTm – 300) |
| 5 | Постоянная рабочая температура, ºС | 70 | 90 |
| 6 | Кратковременная температура, ºС | 110 | 150 |
| 7 | Температура стеклования, ºС | –35 | –60 |
| 8 | Остаточная деформация, ºС – ºС/% | 70–20/60 | 100–20/60 |
| 9 | Снижение прочности при искусственном старении (70 ч при температуре воздуха 150 ºС) | 23 % | 15 % |
| 10 | Твердость по Шору (шкала А) | 35–95 | 30–95 (VTm – 70) |
| 11 | Стойкость к углеводородам | Да | Нет |
Единственным существенным недостатком уплотнителей из EPDM является их слабая по сравнению с NBR стойкость к жидким углеводородам. Поэтому при использовании металлополимерных труб для топливопроводов необходимо заменять уплотнительные кольца фитингов на уплотнители из NBR. Если значительные перепады температур в топливопроводе отсутствуют, то фитинги VTm можно использовать без уплотнительных колец.
Диэлектрическая прокладка
Прокладки из тефлона, которыми комплектуются фитинги VTm (рис. 6), предотвращают электрический контакт между латунью соединителя и алюминием соединяемой трубы.

Рис. 6. Диэлектрическая прокладка на штуцере фитинга
Эти прокладки также способны защитить от электропробоя между фитингом и алюминием даже при попадании оголенного фазного провода на корпус соединителя. Отсутствие данных прокладок приводит к созданию гальванической пары Al–Cu, что может стать причиной электрокоррозии.
Кроме того, прокладки электрически размыкают трубопровод, делая его в целом неэлектропроводным и интегрированный штуцер
Ряд производителей выпускают фитинги для металлополимерных труб с составным штуцером (рис. 7).
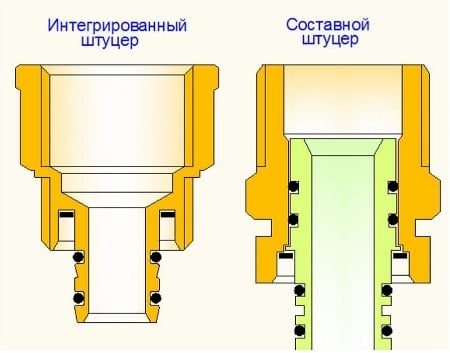
Рис. 7. Конструкции штуцеров фитинга
С точки зрения производства это очень экономичное решение, поскольку значительно сокращает количество выпускаемых типоразмеров.
Однако при монтаже системы вместо одного слабого звена, каким всегда является любое соединение, получается сразу два. Вероятность отказа такой системы увеличивается вдвое.
Фитинги VTm имеют интегрированный штуцер, то есть корпус фитинга и штуцер представляют единое, неразъемное изделие.
Обжимные фитинги VTm.300
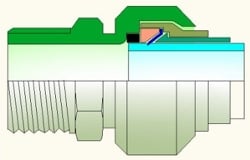
Принцип работы обжимного соединителя VTm.300 заключается в создании зоны обжатия за счет смыкания обжимного латунного разрезного кольца («сухаря»). Смыкание происходит при воздействии на «сухарь» конусных поверхностей накидной гайки и штуцера фитинга во время затяжки накидной гайки (рис. 8).

Рис. 8. Обжимной фитинг VTm.300
Поскольку накидная гайка в обжимном соединители играет чисто монтажную роль, ни в коем случае не допускается использование при ее установке использование каких-либо уплотнительных материалов. Их применение не позволит гайке занять расчетное положение, вследствие чего «сухарь» останется разомкнутым, и герметичного соединения не получится.
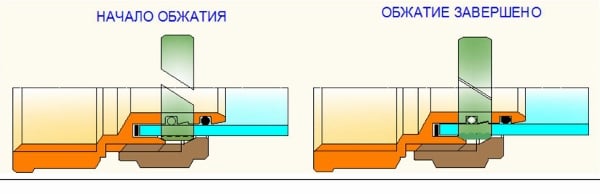
Рис. 9. Стадии обжатия МПТ
«Сухарь» соединителей VTm.300 выполняется из латунной оребренной трубы. В продаже можно встретить обжимные фитинги, где обжимное кольцо изготовлено из латунной ленты, навитой в спираль (рис. 10). Такое кольцо больше похоже на пружинную шайбу Гровера. При затяжке гайки вместо аксиального обжима кольцо начинает сдирать верхний слой металлопластиковой трубы, что может привести к ее повреждениям.
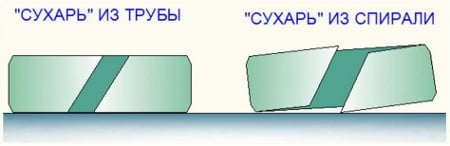
Рис. 10. Различие обжимных колец
Пресс-соединители VTm.200
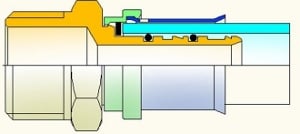
Принцип создания пресс-соединения заключается в радиальном обжатии металлополимерной трубы на штуцере с помощью специального пресс-инструмента. Фиксация опрессовки обеспечивается гильзой из нержавеющей стали, латуни или алюминия.
В процессе опрессовки происходит деформация стенок трубы, внутренний слой частично вдавливается в проточки штуцера, создавая прочное, герметичное соединение, защищенное от сползания.

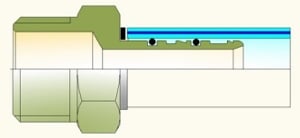
Рис. 11. Пресс-соединитель VTm.200
Как уже говорилось ранее, важно, чтобы зоны максимального обжатия не совпадали с местами расположения уплотнительных колец. В противном случае в материале колец изначально создаются повышенные напряжения, которые в процессе эксплуатации приводят к необратимым остаточным деформациям в уплотнительном материале. В результате уплотнители теряют свои упругие свойства и перестают компенсировать температурные деформации стенок трубы.
Отсюда следует важное правило: штуцер фитинга должен быть рассчитан на опрессовку строго определенным типом пресс-насадки.
Поскольку единого стандарта на размеры и очертания штуцеров нет, в настоящее время разработано достаточно большое количество видов пресс-насадок, каждая из которых совместима с определенным типом фитингов.
Нередко в средства информации появляются сведения о появлении «универсальных» фитингов, которые можно опрессовывать любым типом пресс-насадок. Хотелось бы предостеречь потребителя от этой нехитрой рекламной уловки – цена такого «универсализма» – протечка фитинга в самом недалеком будущем.
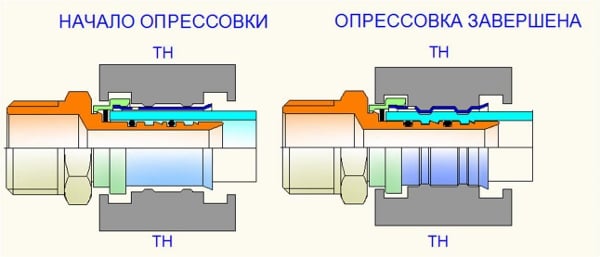
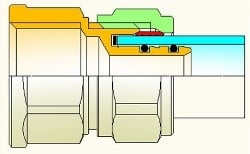
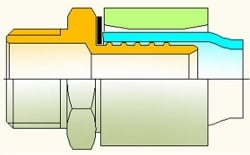
Рис. 12. Начало и завершение опрессовки фитинга
Пресс-фитинги VTm.200, рассчитанные на опрессовку насадками типа «ТН» (по каталогу REMS), в зонах, где действуют сосредоточенные радиальные усилия, имеют прямоугольные выточки, в которые при запрессовке вдавливается полиэтилен внутреннего слоя. Таким образом, создается прочное несползающее соединение (рис. 12). Если теперь срезать гильзу и попробовать снять трубу, то это не удастся сделать пока не будут «оторваны» от трубы образовавшиеся полиэтиленовые кольца.
Гильза соединителей VTm.200 выполнена из легированной стали марки AISI 304 (соответствует марке 08Х18Н9 по ГОСТ 5632). Содержание нежелательных примесей в сплаве сведено до минимума. В частности, содержание серы составляет не более 0,004 % при норме не более 0,02 % (табл. 5). Такая сталь обладает прекрасной стойкостью против химической, электрохимической и межкристаллитной коррозии. Вместе с тем эта нержавеющая сталь достаточно пластична и поддается опрессовке даже ручным инструментом.
Таблица 5. Свойства коррозионностойкой стали AISI 304 (08Х18Н9)
| № | Наименование показателя | Символ | Ед. изм. | Значение |
| 1 | Модуль упругости | Е | МПа | 1,84·105 |
| 2 | Удельный вес | γ | кг/м3 | 7 830 |
| 3 | Коэффициент линейного расширения | λ | 1/ºС | 15,9·10–6 |
| 4 | Предел текучести при 20 ºС | σт20 | МПа | 200 |
| 5 | Предел текучести при 400 ºС | σт400 | МПа | 120 |
| 6 | Временное сопротивление при растяжении при 20 ºС | σв20 | МПа | 480 |
| 7 | Временное сопротивление при растяжении при 400 ºС | σв400 | МПа | 330 |
| 8 | Относительное удлинение при 20 ºС | δ20 | % | 40 |
| 9 | Относительное удлинение при 400 ºС | δ400 | % | 30 |
| 10 | Относительное сужение при 20 ºС | Ψ20 | % | 55 |
| 11 | Относительное сужение при 400 ºС | Ψ400 | % | 50 |
| 12 | Общая коррозия (вода, 360 ºС,1000 ч) |
| балл | 1 |
| 13 | Общая коррозия (морская вода, 130 ºС,44 ч) |
| балл | 1 |
| 14 | Точечная коррозия (морская вода) |
| балл | 3 |
| 15 | Скорость питтинговой коррозии (10 % водный раствор FeCl2, 20 ºС, 5 ч) |
| г/см2 · ч | 3,5 |
| 16 | Стойкость к кислоте (25 % HNO3+ 70 % H2SO4, 60 ºС) |
| балл | 1 |
| 17 | Стойкость к 80 % кислоте (70 ºС) |
| балл | 1 |
| 18 | Стойкость к 70 % уксусной кислоте при температуре кипения |
| балл | 1 |
| 19 | Стойкость к 50 % лимонной кислоте при температуре кипения |
| балл | 1 |
| 20 | Стойкость к окислению (жаростойкость) при 600 ºС |
| мм/год | 0,0018 |
Технология изготовления гильз выбрана с учетом обеспечения их максимальной прочности. Ряд фирм делает гильзы из листа со сварным швом, а любой шов – это потенциальная опасность разрушения. Широко используется деформационная выштамповка гильз из листа. Это метод из-за многократного воздействия штампа на заготовку создает в гильзе множество зон концентраций напряжения, что не позволяет реально оценить прочностные качества гильзы. Гильзы соединителей VTm.200 производятся путем холодного деформирования трубы из нержавеющей стали толщиной 0,5 мм.
До опрессовки гильза удерживается на фитинге с помощью съемного нейлонового фиксатора. Этот фиксатор выполняет еще одну функцию – он служит направляющим элементом для позиционирования пресс-насадки на фитинге.
Фиксатор может быть снят с фитинга вместе с гильзой, что позволяет проверить перед монтажом наличие и правильность расположения уплотнительных колец.
Для удобства введения трубы в гильзу верхняя часть гильзы фитинга VTm.200 имеет небольшой монтажный раструб.
Ассортимент VALTEC включает в себя всё необходимое для монтажа систем металлополимерных и полимерных трубопроводов.
Автор: В.И. Поляков
Все авторские права защищены.
При копировании статьи ссылка на правообладателя и/или на сайт valtec.ru обязательна.
